-
- シート
-
- 片開きシート
-
- チューブ
-
- カットシート
-
- 平袋
-
- ガゼット袋
-
- 角底袋
-
- サイドシール袋
-
- 三方シール袋
-
- チャック付袋
-
- ヘッダー付袋
-
- 巾着袋
-
- 丸底袋
-
- Xシール袋
-
- 玉シール袋
-
- 底Rシール袋






| 段の高さ(㎜) | 図 | |
|---|---|---|
| Aフルート | 4.5~4.8 |  |
| Cフルート | 3.4~3.7 |  |
| Bフルート | 2.4~2.7 |  |
| Eフルート | 1.1~1.6 |  |
| ABフルート(Wフルート) | Aフルート+Bフルート |  |





-
- 内材
-
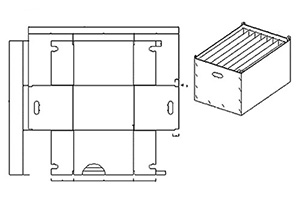
- 外箱
-
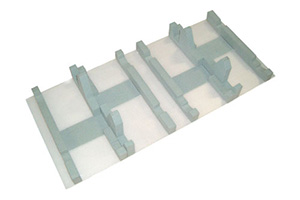
- 内材
-

- 外箱
